企業見学会も8回目を向かえ、今回も会員外の優秀企業見学会として、高度な風力技術を持つ電動送風機のエキスパート「昭和電機株式会社」様にお願いし、実現しました。
「昭和電機株式会社」様は電動送風機のエキスパートで国内シェア45%、社名の通りもともとが電機メーカーさんで創設以来、電動機を含め各部品も内製しておられます。大阪府大東市にあり阪奈道路やJRの片町線がすぐ近くを走っている交通至便なところです。
午後1時に神戸駅に集合し、いつもの明菱興業のマイクロバスにお世話になり出発しました。交通事情を考慮し早めに出発したのですが、見事に予想がはずれスムースな道中で予定時間より早く到着。社員の方々のお出迎えを受けました。
レクチャールームにて司会の冨澤グループ長から歓迎のご挨拶を受け引き続き柏木社長から、会社の概要・沿革・特長等々のご説明を承りました。
『ご説明の主な内容』 |
* |
本日の生産計画は、71機種224台。工場負荷は95%、昨年同時期は、300台/日であった。通常、年間255日稼働するが、これでは対応出来ないので、残業と休日出勤で負荷調整している。一言で言えば、「細かい仕事をこつこつとやっている」と言える。 |
* |
標準品と特注品の比率は、現状47%対53%というところ。元々使われる先が多岐に亘っていることを考えると、標準品のみでは対応することには無理がある。そういった意味で100%特注品でもOKである。とは言いながらも出来るならば、50%対50%くらいにもってゆきたい。 |
* |
なぜ、特注品を志向するかというと、1985年(S60年)〜1990年(H2年)バブルの走りの頃、多くの受注を抱え、今後は何かを犠牲にしなければならない状況に追い込まれた時、我々の生きる道は「(利益率の良い)特注品の世界」だと考えた。 |
* |
1980年(S55年)/10月創業者である父が癌で亡くなった。そこで長男の私が後継者となった。この10月末でちょうど27年になる。この間、設計、製造、営業を経験したが、設計・製造というのはなかなか言うことを聞かない。そのくせ「避ける努力」だけはする。
私は、そのような環境の中で「時代のニーズは特注品である」と考え。量産から1個流しにすることは已むを得ないと考えるようになった。約3年のせめぎあいの後、ようやく設計、製造は「こなす努力」をするようになった。部品の共用化などを行った。私は、社長として銀行、商社、ユーザーを精力的に回る努力をした。
|
* |
1990年(H2年)、有り余るほどの引合いを受けたが、 1992年(H4年)、受注額は2桁の大幅ダウン。いよいよ特注品の時代になったと思った。
元々当社はモーター屋、年間65、000台のモーターを製造している。オイルミスト、送風機のモーターは、客先指定のない限り、内製にて対応。
|
* |
1997年コンピュータ・システムを導入したのは良いが、同年7月には大爆発し(大混乱し)、1997/7〜1998/2の間、徹夜の連続であった。大失敗であった。しかし、何とか持ちこたえ新システムの追加導入を図った。 |
* |
2000年、工場改善の著者茂木一雄先生の「生産革新活動」(トヨタの考え方に近いやり方)の指導を受けた。これが「Beeダッシュプロジェクト」である。また、お客を集め逃さぬ装置(仕掛け)として「is(いろいろ相談)工房」を考え出した。これらは、謂わば車の両輪であり収益の改善に大きく貢献している。 |
|
 |
次のプログラムは工場見学です。人数の関係で2班に分かれ、次のような施設を案内していただきました。
『工場見学』 |
* |
風源堂(ショールーム) |
現在生産中の製品をメインに、過去・現在そして未来につながる製品の展示場。過去の製品はユーザー様からの寄贈品もあるとか。
時代、時代の製品を見ると同社の歴史の重みが感じられました。
|
| |

|
* |
きらっとガーデン(屋上庭園) |
工場の屋上にチップを敷詰め緑地を作ったもの。とにかく広い、多種類の花や木が植えられ、「りんご」の木もあり、ちょうど赤い実をつけていました。
地球温暖化防止や工場の省エネ、社員の方々の憩いやウエルネスの場となっています。
|
* |
製造現場
メッセージカード
右記のように記載されています。 |
「1人1個流し生産」(セル生産)方式を採用。1人で製品1個ずつ生産する方式。
「部品の加工の1個流し」と「組み立ての1個流し」に分かれており、これを順次見学。1個流しの現場ではパーツを載せた移動ラックが大活躍(2H毎の配膳)。男性の作業者に混じって女性の作業者もおられました。
それぞれの製品には左の写真のようなカードが添付されています。1人1個流し生産」ならこそですね。
ーーーーー
お客様へ
この製品は、私、○○○○ が心をこめて組立いたしました。
これからも、製品づくりに誠実を刻みつづけてまいります。
末永くご愛用、お願い申し上げます。
ーーーーー |
|

|
* |
実証試験室 |
油捕集テスト場、分析室。無響音室。耐寒試験室等々を見学しました。 |
* |
知isロダン(図書室) |
図書室と「考える人」ロダンを融合し名付け。 |
* |
きらっと
(ウエルネスデザインルーム) |
心身を健全にして「きらっと」輝く人をつくるスペース。
50歳以上のメタボ何とかの人には絶対必要な場所とか。 |
以上で約40分の行程でした。3S+1Sにより整備されており、ミストレーサ等の自社製品も実際に使用されていました。また、ユニークに名付けされた施設は、なんとなく親しみを感じ、思わず名前のいわれを想像してしまいますね。
現場見学後レクチャールームに戻り、さらにユニークな名前の「is工房」(Q&Aデーターベース)のご説明を営業推進Gr長 栗山隆史様から受けました。
「is工房」は iroiro(色々) sodan(相談) のiとsを捩ったもので、お客様から営業に投げかけられた問い合わせを、「is工房」で調べ、営業に返信する。そのQ&Aをデータベースに蓄積していくシステム。このことによってお客様のつぶやき・ささやきが目に見えるようになり、その声に素早く対応できる仕組みが構築されている。こうした全社での情報共有化によってよりサービスは早くなり、客先の満足度が向上している。このITをフルに活用した活動が認められ「関西IT百選の最優秀賞」を受賞されました。これをネット上に公開したのが「風力のis工房」です。
同工房の会員数は現在約24、000人。Q&Aの約1、100件公開されています。
(余談ながら早速、翌檜会事務局からも会員登録をさせていただきました。)
そしていよいよ最後に質疑応答、意見交換がなされました。
会員の中にも同社の製品を採用されている企業もあり、和気あいあいとしたやり取りでした。
『主な質疑応答』 |
|
Q |
A |
* |
リードタイム4日とはどういうことか |
標準機種(145種)、及び特注品でも実績あるものを考えている。実務的には月曜日に受注したものは週末金曜日には出荷可能ということ。まったくの特注品は+α日を要する。 |
* |
直・間比率はどのようになっているか?当社では、客先要求もあって、品質部門の人数が年々増えている。 |
大東工場従業員数は、103人、うち生産部門は83人、間接員(設計、調達)33人+直接員50人。 |
* |
商談は特命or競合?当社はほとんどが競合。従って、コストが厳しい。 |
当社も競合がほとんど。受注してからコストを創りこむ。 |
* |
新入社員の研修は、6ヶ月でやられるとのことであるが、そんな短期間で出来るのか? |
個人差があり、正直言って、皆が完璧に独り立ちとはゆかない。普通ベテランの指導員(3年くらい上の者)を1対1で1年間張り付ける。普通、2〜3年で完璧にマスターする。新入社員が10人おれば。10人の指導員を付ける。お陰で定着率は96.4%、従業員平均年齢33.8歳(ex.業界のそれは、45〜46歳、全国平均は42歳)。 |
* |
新工場は、いつ頃出来たのか? |
2004年(H16年)3月竣工。工場レイアウトはチームを作って考えた。また、生産革新活動のコンサルタントのアドバイスも受けた。兎に角、職場の壁をなくすことに配慮した。
「設計」が「組み立て」を、「組み立て」が「加工」をして多能工化に努めた。現場にアイドルが出たときは、明日の仕事はさせないで改善活動、清掃活動をさせるようにしている。 |
 |
「きらっとガーデン」 にて |
工場見学を終え同社近くの飲食店で懇親会を開きました。今回は主役の昭和電機(株)さんからも参加していただきました。
まず始めに昭和電機株式会社岩下支店長のご挨拶に引き続き、安藤会長の乾杯のご発声でスタート。続いて、初参加の(株)協和電気商会の中野専務並びにMCP(株)杉江部長から自己紹介をして頂きました。
先ほどの質疑応答/意見交換の場の続きの話や「きらっとガーデン」の話。「きらっと(ウエルネスデザインルーム)」に因んで各自の健康の話、仕事の話、趣味の話、日頃の苦労話など披露しあいながら大いに親睦を図ることが出来ました。いつものことながら、結構盛り上がりをみせるなか、定刻を大幅にオーバーしましたが、無事終了。
再び明菱興業のマイクロバスにお世話になり神戸への帰途に着きました。
最後になりましたが柏木社長はじめ本社・工場、大阪支店の皆様には、大変お世話になりました。有難うございます。
ますますのご発展を祈念申し上げます。
優れていると思った点 ――見学者の
『参考メモ』 から |
・ |
社員の礼儀正しさ→気持ちが良い |
・ |
「一人一個流し生産」(セル生産)の実践と成果 |
・ |
標準品なら受注から4日で出荷する短納期のモノ作りの仕組み |
・ |
1日の生産台数が完全に把握されていること |
・ |
職場の活性化に対する数々のユニークな打ち手 |
・ |
人を大切にする社長方針 |
・ |
社員の平均年齢が若いこと |
・ |
セル方式を小物組み立てにも応用されていること |
・ |
早く終わると残りの時間は改善活動、清掃活動に充てていること |
・ |
改善活動が日常の仕事の一部として定着していること |
・ |
品質の差別化へのいろいろな取り組み |
・ |
最小責任単位の明確化による品質の向上
(製品担当者のメッセージカードを同封しての出荷) |
・ |
管理者による従業員の健康管理への配慮 |
・ |
転倒防止のため配膳ラックの下部に砂を入れたペットボトルを利用していたこと |
・ |
4S(整理、整頓、清掃、安全)が徹底されていたこと |
・ |
従業員への福利厚生が素晴らしいこと |
・ |
何事も前向きにとらえ、取り組まれている姿勢 |
・ |
現金商売に徹しておられること(ユニーク)→キャッシュフローの好転→健全経営 |
・ |
見学者への受け入れ対応がしっかり出来ていたこと |
・ |
新人への徹底したマンツーマン教育 |
・ |
標準品の方が安いと認めながら、特注品志向への顧客を魅せる仕掛けがあること |
・ |
ちょっとしたこととは言いながら、ネーミングが上手。これだけで人をひきつける。 |
・ |
「きらっとガーデン」はすばらしい。広大で中に入るとこれが屋上とはとても思えない |
|
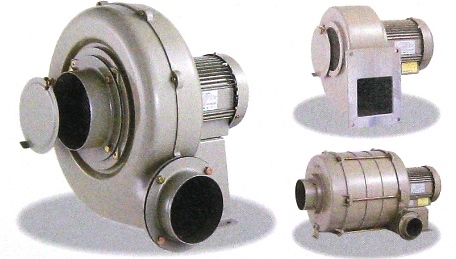
昭和電機(株)さんの主要製品 |
電動送風機 業界トップシェア コンパクトで高性能 |
|
シロッコファン
ターボファン
プレートファン
エアホイルファン |
環境機器 工場の職場環境の改善を図る。 |
 |
ミストレーサ
(ミストの捕集)
ウィンドバック
(局所冷却) |
昭和電機(株)さんのHPです。
http://www.showadenki.co.jp
|
昨年実施しました会員のアンケートによりご意見を頂きました「会員外にも対象を求めた企業見学会実施」は、多くの会員の希望がありました。今回はそのアンケートの結果に後押しされ、数社ノミネートした中で「バネの事ならお任せあれ!
! 」の東海バネ工業株式会社様にスポットをあてお願いしましたところ、ご多忙中にもかかわりませず快く受け入れて頂くことが出来、実現しました。
東海バネ工業(株)様は伊丹市北部の住宅街の真ん中にあり、「え!こんなところに工場が?」と思うような閑静なところでした。今回は途中でちょっと寄り道(迷い)しましたが普通なら神戸から1時間足らずで行ける交通至便な場所です。
工場前では、渡辺社長はじめ、坂本マネージャー、夏目取締役および各社員様の出迎えを受け、二階のレクチャールームに案内されました。
最初に渡辺社長から、バネ業界の現状および同社の沿革・概要・特色等の説明を約1時間にわたりお聴ききしました。 |
 |
『ご説明の主な内容』 |
* |
ばねメーカーの85%はマスプロの世界に生きており、主たる向け先は家電・弱電・自動車の分野である。
この分野は、海外生産シフトと不況により大口顧客を相手に国際価格で戦っている。残る15%はオーダーメードの世界。東海バネ工業は、ここで頑張っている。
年間100億円の市場規模。願わくば、ここで25%のシェア(25億円)を確保したいと思っている。当社の平均受注ロットは5個以下、金額で5〜6万円。年間の商談件数は25,000〜30,000件に上る。
|
* |
若い頃、創業者のご配慮で、欧州(ドイツ)に行かせてもらった。 そこで「非価格競争のモノ作り」「従業員満足度の向上が顧客満足度の向上に繋がる」を実践している会社に出会った。「眼から鱗が落ちる」思いをした。
そこで、「商品を売るのではなく、システムを売ろう!」「多品種微量生産システムを構築しよう」と考えた。
|
* |
そして社内合理化の手段としてITを最大限活用し営業担当者の大幅削減が出来た。
|
* |
新規開拓に伸び悩んでいたが、ホームページを活用、リニューアルし現在は950社と取引出来るようになった。
|
* |
多品種・少量・短納期に対応するべく、キャッシュフッロー面から見ると好ましくないが豊富に材料を在庫している。
|
* |
64期連続黒字であるがコストダウンは苦手。
|
* |
納期厳守率99.97%
|
|
工場概要説明を受けた後、コイルばね生産Gr.和田リーダーの案内に従い「焼鈍場」「コイル巻き工程」「素材格納場」「皿ばね・板ばね工場」と順次見学。一品料理、一部自動化設備を利用しているとはいえ、まだまだ技能者の熟練度に頼る部分が多いように思われた。
最後の、材料格納場所では、ばねにとって素材が品質管理上重要な要因であることから受入、払い出し、在庫・識別管理にITが活用されている。同社のシステムでは素材の在庫情報が単に格納場所に止まることなく、社内の各部門から見ることが出来るようになっている。
特に、営業所の端末からでもアクセスすることが出来、客先へのタイムリーな納期回答に役立っている。高い納期厳守率もここらにヒントが有りそう。
若い人からベテランまで、個人作業に共同作業に、とにかくいきいきと楽しそうに働いておられる様子でした。
現場見学後レクチャールームに戻り質疑応答、意見交換がなされました。
『主な質疑応答』 |
* |
主な質問 |
|
「人材確保と後継者の育成への考えは?」 「新人の定着率についての方策は?」
「モチベーションアップの方法は?」 「付加価値率は?」 「IT関係への投資額は?」
「不良率が極めて低いのはなぜ?」 等々。 |
* |
応答 |
|
人物は面接だけでは分からない、来てもらったら大抵100の力を出す。そこで我々は、150の力を引出す環境つくりに注力している。仕事は3〜5年も辛抱すれば誰でも出来る様になる。テクニックは不要、放っておいても覚える。時々褒めてやること、酒の活用も考えることが必要。この点は、昔から変わらない。
基本的に従業員は、楽しく働きたいと願っている。従って、平均10%のモチベーション・アップを図ることを考えることが大切。例えば、見学者が来ると、従業員はよく見せようと張り切る。これが良い循環になっている。
|
|
従業員に何時も言っていることは 『家族を大事にしろ』 ということ。従業員が幸せになるためには家族を大事にしなければならない。
そのためにも、『奥さんにご褒美を持って帰られるように、又自慢できるものが出来る様にしたい』 といろんな仕組みを考えている。各種資格と報奨制度もそのひとつ。
|
|
不良率については、ズバリお答えするのは難しいが、バネは製造過程でやり直しの利く製品であることもある。クイックレスポンスで出来る納期の案件しか受注しないことも間接的には役立っているのかも知れない。 |
工場見学を終えて神戸に戻り、いつものとおり懇親会を開きましたが、事務局としまして大変な忘れ物をしていました。「本日のホストである渡辺社長や坂本マネージャーをご招待し、より一層の懇親を深めること」を、会員の皆様からご指摘を受けるまで本当にうっかりしていました。猛省しています。渡辺社長、坂本マネージャー様、会員の皆様、本当申し訳ございませんでした。
主役のいない席ではありましたが、あれやこれやと皆さんそれぞれの受け止め方で意見交換。思いの他、結構な盛り上がりをみせるなか、定刻を大幅にオーバーしましたが、無事終了。
現地解散となりました。
最後になりましたが渡辺社長はじめ本社、伊丹工場の皆様には、大変お世話になりました。有難うございます。
ますますのご発展を祈念申し上げます。
見学者の 『参考メモ』 から |
・ |
高度な技術と生産に係わる知恵が随所に見られた |
・ |
多品種微量の生産現場であるにも拘わらず、“無駄取り”が進んでいるように思えた |
・ |
人を活かす(大事にする)会社であることが、よく理解できた |
・ |
多品種・小ロットを消化できる点に感心した |
・ |
人を大事にする風土は、参考になりました |
・ |
ITも使いようであることが理解できた(付加価値を高めるのに強力なツールになる) |
・ |
楽しく、張り切って作業をしておられる |
・ |
工場が綺麗 |
・ |
社長の話は、本音が出ていて親しみを感じる |
・ |
多品種少量の製品を作っている仲間として大変勉強になりました |
・ |
使い込んだ設備ながらよく整理・整頓されていた |
・ |
人に見られることが従業員のモラールアップに繋がっているようだ。又、同じ見せるならスマートに見せようという知恵と工夫も立派
(ex.有資格者名を皆の集まるところに掲示) |
・ |
「会社は従業員のためにある」という考え方が従業員のモラールアップに繋がっていると理解され感心した |
・ |
モチベーションアップの為の打ち手は、いつもマンネリ化と隣り合わせ。社長は、いつもその辺りを考えながら会社経営をされているのだろう。新工場「豊岡神美台工場」が今秋どのように仕上がってゆくのか興味深い |
|
『最近のメディア関連トピックス』 |
|
◎ |
今年5月27日(日)放映のtbs系(毎日放送TV)「がっちりマンデー」でも紹介されました。 |
|
◎ |
H18年4月に経済産業省の「元気なモノ作り中小企業300社」に選ばれました。 |
|
◎ |
新聞、雑誌や各TV局でも頻繁に紹介されており、今年の3月にもNHKの朝の番組で同社の紹介番組が放映されました。 |
|
◎ |
今年2月に発行の東洋経済新報社刊 『反経営学の経営』 にも紹介されています。 |
東海バネ工業(株)さんのHPです。
http://www.tokaibane.com  マスコットのばねっと君 マスコットのばねっと君
|
 平成19年1月31日(水)に平成19年度定例総会が開催されました。 平成19年1月31日(水)に平成19年度定例総会が開催されました。
司会兼議長の事務局高橋(菱井商事取締役)から開会の宣言があり、まず安藤会長(フジマサ機工社長)からご挨拶を賜りました。
ご挨拶の中で、最近読まれたトルストイの書物の中に書かれていた話を披露されました。
『年頭に、過去1年を振り返って良くなった(向上した、成長した)と感じることが大事である』
という意味のことで、我が翌檜会についても同じことが言えるのではないでしょうか。
翌檜会も1年間の活動を通じ、毎年この総会時に会員がお互い良くなった(向上した、成長した)と感じるようにしたいものです。
|
以下プログラムに則り下記のとおり議事進行しました。
・18年度に実施された活動報告
・18年度の収支決算報告
・18年度の収支決算報告の監査結果報告
・19年度の活動計画案発表
・19年度の収支予算案審議
上記議案は各担当役員、会計監査役及び事務局から報告発表され、
大きな拍手により全て可決承認されました。 |
|
 今回の特別プログラムとして、NPO法人「環境21の会」事務局長「竹重 勲」殿を講師にお迎えし 今回の特別プログラムとして、NPO法人「環境21の会」事務局長「竹重 勲」殿を講師にお迎えし
「大切な地球を守るために
〜省エネ実践活動から考える〜」
をテーマに、講演していただきました。
市民は家庭人、企業人・行政人・NPO人も家庭人、すべては家庭から始まるということで、ご自身のご自宅を中心に、実践・体験されている省エネへの取り組みについて、太陽光発電や深夜電力の有効利用をはじめ、苔やケナフの育成利用、里山・森林の保全、木炭の見直し利用等の具体例を挙げながら、ユーモアたっぷりに話されました。
|
聞き終わった後出席者一同は、省エネはまずは個人・家庭から、不要な照明を消す、電気製品のコンセントをこまめに抜き待機電力の節約をするというような、簡単なことから始めようという気になったのではないでしょうか。 |
参考資料として竹重講師ご推薦の下記書籍が参加者に配布されました。
集英社新書 「いちばん大事なこと」
--- 養老教授の環境論 ---
養老 孟司 著
(集英社 発行)
|
最後のプログラムとして懇親会が行われました。
まず最初に見好副会長(菱井商事社長)から、挨拶がありました。
要旨
『今年の取引先の賀詞交換会は、概ねどこも盛況だった。また、客先との懇談時も、昨年までは必ず「コストダウン→価格協力」の話が出たが、今年は、量と納期を含めた安定供給の話、過ぎたリストラから来る人手不足の話等から『整斉とした生産活動』を望まれている企業が多かった。また緩やかな景気上昇が続いているとはいえ、景気回復の実感がない、回復しているのは大企業だけ等、まだまだ先行き不透明な要素が多々あるように感じておられるところが多いようでした。
従って、今までにも増して翌檜会会員の一人一人、皆で知恵を出し合い、協力しながらこの難局を乗り切ってゆきたいものです。』と。
次に、安藤会長のご発声で全員 「乾杯!」
しばらく歓談の後、初参加されましたMCPの東取締役、ミツ精機 三津専務、菱井商事の尾島室長、吉田部長、大慈部長、和田部長のそれぞれから挨拶を兼ねて自己紹介をして頂きました。
賑やかな歓談は尽きることがありませんが、定刻を過ぎたところで、例によってこの人(菱井商事:白石取締役)の音頭により中締めさせて頂き無事解散となりました。
|